数控车床液压故障维修方法,(数控机床液压系统故障分析)

沈阳第一机床厂生产的VIVA T2B/350使用了一年多,液压突然出现故障。数控机床液压系统故障分析其现象是:主轴夹紧状态运行中,刀架换刀时,刀盘一松开,立即出现卡盘压力地报警,主轴随即停止旋转。
该机床液压正常运行时系统压力为35bar,符合要求。卡盘压力设定为15bar,卡盘传感器压力设定为5bar。液压尾座顶尖压力15bar,传感器压力设定为5bar。
由于卡盘夹紧状态时压力均正常,在换刀时压力瞬间下跌到低于卡盘设定值,初步怀疑换刀部分液压元件存在泄漏严重的情况。通过检查,又没有发现泄漏情况,各液压元件均正常,问题比较麻烦了。又请厂家人员来现场检查,依然看不出所以然,联系厂里面的工程师,说是单独给卡盘加一套液压站,这样费用太高了,不划算。厂家人员离开后,又反复观察研究液压系统,发现每个功能的换向阀前级没有单向阀,如果加一个单向阀,就可以隔离相互干扰。购买了单向阀安装好,试机各动作均正常。
数控车床液压故障维修方法,一直没有想明白怎么会泄压那么多,原来都能正常使用,太奇怪了。




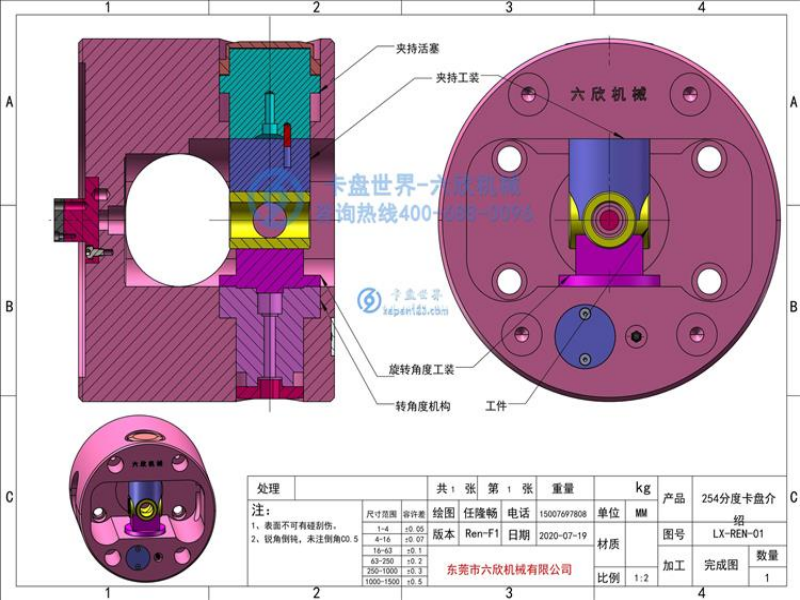
六欣卡盘世界,专注卡盘行业十几年,主要代理经销进口液压卡盘 、气动卡盘、手动卡盘、回转油缸以及硬爪软爪等配件;公司成立至今服务企业超10000+客户,公司自有资深技术工程师,拥有丰富的实践经验,可需求非标定制各类型夹具。