薄壁管类淬硬零件止口和螺纹加工技巧
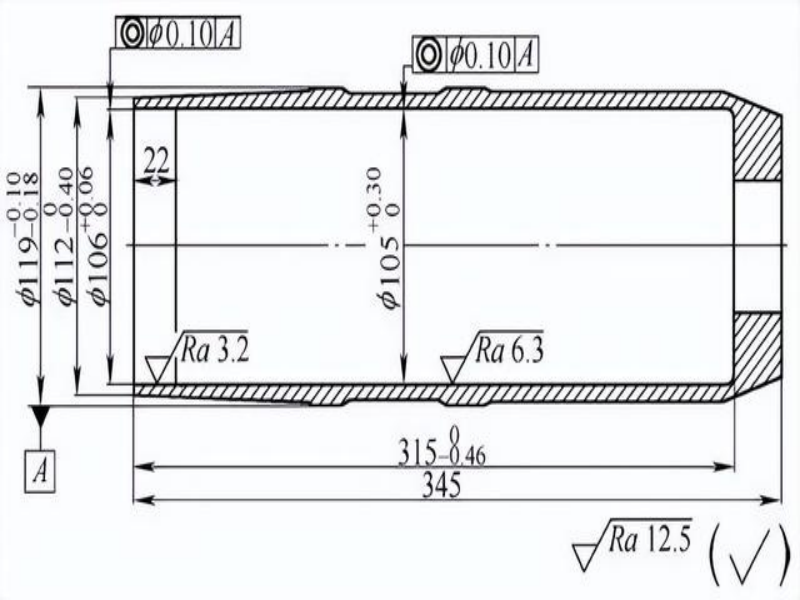
本操作法具体涉及一种薄壁管壳类淬硬件(见图1-22)的加工方法。
(本篇选自《机械加工特色操作及实用案例》第一章(四)薄壁管类淬硬零件止口和螺纹的加工操作法)

图1-22 薄壁管壳类淬硬件
背景技术:目前,笔者单位薄壁管壳类淬硬件使用35CrMnSiA钢管类材料,粗加工后进行淬火处理,抗拉强度大于1100MPa。在使用数控车床批量生产过程中所使用的夹具装置,采用开槽胀瓦式开口夹瓦夹紧装置,对薄壁管壳淬硬件进行夹紧。在加工过程中,为了方便工件在夹具上的装卸,夹瓦的内径尺寸和所装夹工件的外径尺寸同胀瓦的外径尺寸与所装夹的内径尺寸存在着一定间隙。由于液压类气动夹紧装置的夹紧力较大,夹具的夹瓦和工件接触面积小,夹紧力没有均匀地作用在工件表面上,产生变形,使生产中薄壁管壳淬硬件产品的关键尺寸,在加工后经常处在上、下极限尺寸或出现超差问题,还导致加工精度不高,质量不稳定,废品率较高。
操作法内容:本操作法的目的是提供一种薄壁管壳类淬硬件的加工方法,不仅解决质量不稳定、废品率较高的问题,还解决薄壁管壳类淬硬件加工中出现的夹紧变形问题。
技术方案:一种薄壁管壳类淬硬件的加工方法具体包括以下步骤:
(1)下料或成形毛坯。本零件采用厚壁管料35CrMnSiA加工,若零件结构不宜采用厚壁管料加工,为避免材料浪费,对于零件不需要承受高过载,可采用薄壁管料收口工艺,管料头部外径局部成形,内径缩孔,满足毛坯尺寸要求;若零件需承受一定高过载,其综合力学性能有相应要求,则在能够节约成本的前提下可考虑采用模锻成形毛坯,但须根据产品设计要求提出相应的毛坯制作技术要求。
(2)卧式车床粗加工薄壁管壳类零件。粗加工内外形,外形按成品尺寸留余量2.5mm,内孔按成品尺寸留余量3mm,工件全长留余量4mm。切削参数为:切削速度vc=130~200m/min,进给量f=0.3~0.4mm/r,背吃刀量ap=3~5mm。使用冷却液充分冷却。
(3)淬火。淬火温度880℃,保温1~1.5h,油冷20~80℃ 8min,回火460~500℃,保温1.5~2h,抗拉强度1100~1200MPa。
(4)粗车内径。使用数控机床的液压卡盘上的扇形卡爪,在机床上进行自车,使得卡爪的弧形与工件外圆完全吻合,保证装夹后卡爪的扇形面与工件完全接触。内孔按成品尺寸留余量2mm,切削参数为:切削速度vc=130~150m/min,进给量f=0.3~0.4mm/r,背吃刀量ap=3~5mm。
(5)粗车外形。粗加工采用数控机床,由于原材料为薄壁管料,采用两层包裹式夹具,最外层弹性夹瓦为高强度弹案钢65Mn,热处理后硬度可达50~55HRC,夹瓦外表面热处理后再在磨床上精加工,表面粗糙度值Ra可达0.8μm,保证磨削后的尺寸完美契合工件内孔。刀具刀尖圆弧为R0.4mm。粗加工的加工余量在直径方向上为1.5~2mm,端面为2~3mm。切削参数为:切削速度vc=130~150m/min,进给量f=0.2~0.3mm/r,背吃刀量ap=1.5~2mm。
如图1-23所示,两层包裹式夹具包括第一法兰盘1、螺钉2、第一夹具体3、螺钉4、胀瓦5、胀块6、第一拉心7、胀圈8和第一挡板9。

图1-23 两层包裹式夹具实施结构
1—第一法兰盘 2—螺钉 3—第一夹具体 4—螺钉 5—胀瓦 6—胀块 7—第一拉心 8—胀圈 9—第一档板
第一法兰盘1后端与机床主轴相连接,前端通过螺钉2连接第一夹具体3,夹具体从后向前为直径渐小的圆锥面,第一拉心7设置在夹具体内通过机床主轴带动其前后运动。在第一夹具体3外装有胀块6,胀块内表面与夹具体外圆锥面相匹配,胀块外表面为圆柱面,胀块6前端通过第一挡板9与第一拉心7固定连接,在胀块6上固定2个胀圈8,在胀圈8上套有胀瓦5,胀瓦5通过螺钉4连接在第一夹具体3上。
将工件套在胀瓦5上,靠紧定位,第一拉心7带动第一挡板9拉动胀块6向主轴方向运动,同时通过滑动使胀瓦5胀紧,夹紧工件。
采用该夹具加工精度可达0.07~0.10mm,适用于工件壁厚为7~9mm的大批量工件的外形半精加工工序或精度要求不高的工件的最终外形加工工序。
(6)半精车外径。如图1-24所示,半精车外径采用数控机床,使用碟簧夹具,通过第二拉心4的轴向拉力,使碟簧5产生受力变形后,使碟簧的外径产生0.3~0.5mm稳定、可靠的弹性圆周变形均匀地作用在工件内腔的表面上,夹紧工件。工件的变形小,且为弹性变形。切削参数为:切削速度vc=130~150m/min,进给量f=0.15~0.2mm/r,背吃刀量ap=0.5~1mm。

图1-24 碟簧夹紧夹具实施结构
1—第二法兰盘 2—螺钉 3—第二夹具体 4—第二拉心 5—碟簧 6—保护套 7—第二挡板 8—密封圈
碟簧夹具包括第二法兰盘1、螺钉2、第二夹具体3、第二拉心4、碟簧5、保护套6 .第二挡板7和密封圈8。
第二法兰盘1的一端与机床主轴相连接,另一端通过螺钉2连接了第二夹具体3,在第二夹具体中通过滑动配合安装了第二拉心4,第二拉心一端与主轴油缸相连,另一端连接了第二挡板7,在第二挡板上面安装了密封圈8,碟簧5与保护套6交替穿插在拉心上,位于第二夹具体另一端与第二挡板之间。保护套保护了第二夹具体与第二拉心,同时可以调整碟簧的夹紧位置,夹紧宽度,保护薄壁筒形件内腔的受力面积与接触点位置。碟簧的厚度和开口数量及尺寸,根据在夹具中的位置,通过试验进行调整。碟簧为多点圆周接触。将薄壁筒形件套在夹具上,开口端靠紧夹具体的定位面,油缸带动拉心使碟簧夹紧工件,完成装夹,开始加工。加工完成后取下工件即可。
该夹具加工精度可达0.05~0.07mm,适用壁厚大于6mm的大批量工件的外形精加工工序,或是高精度工件外形的半精加工。
(7)时效。人工时效200℃,保温24h。
(8)精车外形。精车外径使用数控机床或车削中心,采用弹性气囊夹具,充气气囊本身具有弹性,气囊撑紧力均匀地作用在薄壁工件上,气囊弹性力的大小可以用安全阀设定,气囊撑紧力的大小根据薄壁工件的壁厚和强度,以及切削力的大小情况进行调节,切削参数为:切削速度vc=150~180m/min,进给量f=0.1~0.15mm/r,背吃刀量ap=0.1~0.2mm。
如图1-25所示,弹性气囊夹具包括第三法兰盘1、螺钉2、第三夹具体3、气囊4、安全阀6、快速放气阀7、定位挡环8、带单向阀的快换管接头9。

图1-25 弹性气囊夹具实施结构
1—第三法兰盘 2—螺钉 3—第三夹具体 4—气囊 5—工件 6—安全阀 7—快速放气阀 8—定位挡环 9—快换管接头
第三夹具体3通过螺钉2固定在机床上第三法兰盘1上,把气囊4装在第三夹具体3上,气囊的各个连接管接头放入夹具体相应的定位孔中,把定位挡环8安装在第三夹具体3上,安全阀6、快速换气阀7安装在第三夹具体上相应的定位孔中并和气囊的相对应管接头相连,带单向阀的快换管接头9从定位挡环的定位孔中穿过并和气囊管接头相连,检查各接头进行气密性测试,将工件5装在第三夹具体的定位台和定位挡环的定位面上,实现对薄壁工件的定位,通过带单向阀的快换管接头对气囊进行充气,通过安全阀设定气囊的空气压力,充气结束后在气囊的弹性力作用下把工件撑紧,实现对工件的夹紧,加工钢管类薄壁工件。检测工件,调整气囊压力,工件加工结束后拉动快速放气阀手柄,对气囊进行放气,达到图样要求后,卸下工件,检测合格后,开始批量加工。
该夹具加工精度可达0.02mm以内,适用于壁厚2~5mm钢管类的大批量高精度工件的外形精加工工序。
(9)精车内径。把精车外形后的工件放入半开式夹具中,夹具的内孔直径与工件外圆直径基本一致,锁紧螺钉锥面和压盖的斜面相互接触,旋紧螺钉,压紧工件,旋紧力的大小不要过紧,根据薄壁工件的壁厚和强度及切削力的大小情况进行调节,对内孔进行精加工。切削参数为:切削速度vc=150~180m/min,进给量f=0.1~0.15mm/r,背吃刀量ap=0.1~0.2mm。
如图1-26所示,半开式夹具包括第四法兰盘1、螺钉2、第四夹具体3、定位器4、转轴5、压盖6、锁紧轴7、弹簧8。

图1-26 半开式夹具实施结构
1-第四法兰盘 2-螺钉 3-第四夹具体 4-定位器 5-转轴 6-压盖 7-锁紧轴 8-弹簧
第四法兰盘1后端通过螺钉2固定在机床上,前端与第四夹具体3固定在一起,第四夹具体3前部开有一定长度的半圆弧槽,压盖外形与该半圆弧槽匹配并安装在工具内, 与夹具体形成一体夹紧筒类工件的内孔,压盖固定端通过转轴5与夹具体转动连接,活动端通过锁紧轴7与夹具体锁紧,固定端和活动端均与中心轴线平行,压盖6通过转轴5固定在夹具体4上,转轴相对于压盖的转轴孔和第四夹具体的定位孔间隙控制在0.05mm以内,使压盖能够通过转轴在第四夹具体上做自如开合旋转动作,锁紧轴中部设有带锥度的圆锥面,与压盖上的锁紧孔斜面一致。通过旋紧锁紧轴,锁紧轴的小锥度圆锥面向内移动和压盖的锁紧孔小锥度斜面接触,压紧压盖,达到压紧淬火薄壁筒类工件的功能。在压盖活动端面与夹具体相接处端面间设有弹簧,松开锁紧轴后可以弹开压盖,定位器4一端与机床主轴连接,另端穿过法兰盘,位于夹具体后部的中心孔内,用于定位圆筒形工件。
图1-27为压盖各角度视图。

图1-27 压盖剖视图
使用前将整套夹具装配后固定在使用机床上,第四夹具体和压盖前后端面加一薄垫片,使夹具体和压盖之间有一定缝隙,旋转锁紧轴,在使用机床上进行整体加工。夹具夹紧工件的定位孔,加工到所装夹的淬火薄壁筒类工件外径公差的最大极限尺寸,达到夹具装夹工件的定位精度和装夹接触面积。松开锁紧轴,在弹簧的作用下,弹开压盖完成薄壁筒类工件的装卸。旋紧锁紧轴的力的大小根据加工淬火薄壁筒类形件的切削力大小,进行适当调节。
加工精度及几何公差可达0.01~0.03mm,适用于壁厚5~7mm的大批量、高精度工件的内孔精加工工序。
采用工作状态下修磨定位夹紧面两层包裹式夹具定位夹紧方法,胀紧力直接作用在夹紧的工件上,被夹紧的薄壁淬硬件容易产生变形。在设计夹具时,采用胀瓦的定位夹紧面上,包裹了用于吸收部分胀紧力,使得夹紧力更均匀地作用在加工工件定位夹紧面的第二层夹套内,在使用两层包裹式夹具前施加外力调整拉心,使夹具胀瓦产生变形,作用在第二层夹套上,并产生变形达到工作状态,在工作状态下,对第二层夹套定位夹紧面进行修磨,加工到所胀紧工件内孔略小尺寸,在外力消除后,第二层胀套产生变形、胀套直径缩小,在使用过程中所加工的工件可方便地装夹到胀瓦上,在加工过程中采用工作状态下修磨定位夹紧面的两层包裹式夹具,第二层夹套胀紧后的尺寸和所装夹的工件尺寸基本一致,接触面积大,第二层夹套吸收部分夹紧力,使夹紧力均匀作用在装夹工件上,变形较小。可以保证产品的加工质量。
因为碟簧是均匀开口的,在液压类气动夹紧力的作用下。使碟簧产生的较小弹性变形均匀作用在装夹工件表面上,实现工件定位和夹紧。工件产生的变形小,定位精度高。
对于精度高、精加工余量小、工件壁厚小于4mm强度高的薄壁零件,采用弹性气囊夹具。气囊本身具有弹性。所产生的夹紧力均匀地作用在夹紧工件的圆周表面或轴向端面上,所产生的夹紧力小于工件的变形力,夹紧力应大于切削力。
薄壁零件公差小,内孔止口加工中故采用半开式夹具,相对于液压和气动夹具装置,该机械类半开式夹具的夹紧力相对较小,并且可根据切削力大小进行调整。半开式夹具的夹紧定位内孔尺寸,在夹紧的状态下,整体加工到装夹工件的最大极限尺寸。在装夹工件时,装夹面积大夹紧力均匀作用在所夹紧的工件上,夹紧所产生的变形小。满足了较高精度薄壁淬硬件内孔加工的要求。
有益效果:本操作法采用的加工工艺保证了加工精度。在不同加工阶段,通过采用各种夹具,实现了薄壁淬硬件的定位夹紧,并解决了薄壁淬硬件在夹紧力作用下产生的变形问题。
六欣卡盘世界,专注卡盘行业十几年,主要代理经销进口液压卡盘 、气动卡盘、手动卡盘、回转油缸以及硬爪软爪等配件;公司成立至今服务企业超10000+客户,公司自有资深技术工程师,拥有丰富的实践经验,可需求非标定制各类型夹具。